
Понятие «бережливое производство» и поставка «точно в срок» в современной организации производства на американских фирмах нередко используется в качестве эквивалентов, равнозначных понятию «бережливая» синхронизация производственных операций. В научной и учебной литературе существует много различных формулировок и терминов для описания подходов к организации производства на основе принципа «бережливости» или поставок «точно в срок» [3, с.528]:
- производство в режиме синхронного потока;
- производство без материальных запасов;
- производство с высокой скоростью;
- производство с коротким временем цикла;
- производство в непрерывном потоке.
Бережливое производство - это новая форма организации производственных процессов, отличающаяся от известных традиционных систем. Существует принципиальное различие между традиционным или «толкающим» воздействием на объект обработки с предыдущей операции на последующую и новым - «тянущим» продукт с одного этапа на другой. Толкающая система организации и управления процессами означает, что продукция в ходе производства выталкивается на следующий этап своей технологической обработки сразу же после завершения предыдущей операции. Каждый предыдущий центр проталкивает свой объект дальше по технологической поточной линии без учета возможности его обработки на следующем рабочем месте. Для этой системы управления производственными процессами существует множество организационных причин, приводящих к тому, что фактические результаты работы значительно отличаются от запланированных: возникают различные простои и потери рабочего времени, появляются дополнительные материальные запасы, создаются очереди и преграды в движении потоков обработанных деталей. В традиционной системе организации производства на каждом рабочем месте создается страховой или буферный запас для последующего осуществления производственного процесса (рис. 1).

Рис. 1. Толкающая система организации производства
Буферные запасы продукции предназначены для обеспечения бесперебойной работы последующих производственных участков в случае выхода из строя оборудования на предыдущем рабочем месте. Если на первом этапе станок неожиданно вышел из строя, то на втором этапе станок будет работать, используя буферный запас заготовок в течение определенного времени. Всякие запасы - это незавершенное производство, снижающее эффективность использования производственных ресурсов. Чем больше буферный запас, тем выше уровень изолированности каждого рабочего места друг от друга и тем меньше остановок технологического оборудования в ходе производства. Однако эту относительную экономическую выгоду приходится оплачивать каждому предприятию созданием дополнительных запасов, увеличением затрат оборотного капитала и снижением пропускной способности рабочих мест и производственных участков. Запасы скрывают истинный характер экономических проблем на традиционном «толкающем» производстве, снижающих его эффективность [3, с.529]:
- незавершенное производство продукции;
- задержки поставок изделий потребителям;
- поставки бракованных товаров;
- нестабильный выпуск продукции;
- отклонения от стандартов качества;
- переделки производственных товаров;
- возрастание отходов производства;
- нерациональное использование оборудования.
В бережливом производстве действует «тянущая» система управления, в которой материалы и продукция перемещаются с одной стадии обработки на другую только в том случае, когда это необходимо на следующем производственном участке. В этой системе скорость выполнения работ и перечень конкретных операций задаются тем рабочим участком, который выступает как потребитель продукции предыдущего участка и «вытягивает» из него работу, которую ему предстоит выполнить. Этот потребитель является основным и единственным организатором производства, регулирующим запуск и перемещение объекта обработки от предыдущего участка к последующему. Если запрос от потребителя к поставщику не поступил, то он не должен ничего производить и поставлять по технологической цепочке. Запрос от потребителя не только служит сигналом к запуску производства на предыдущем этапе, но и обязывает поставщика направить свой запрос обратно по производственному потоку всем поставщикам на получение необходимых материалов. В тянущей системе спрос или заказ идет вдоль производственной линии в обратном порядке с конечного этапа на исходную операцию. Все производственные заказы начинаются с основного или конечного потребителя продукции, т.е. с завершающего этапа (рис. 2). На третьем этапе выдается заказ второму, от которого он поступает на первый этап. Данный участок выполняет заказ второго этапа и передает ему выполняемую работу. Второй этап обеспечивает выполнение этой работы и передает своему заказчику на третий этап. На этом производственный цикл выполнения заказа завершается.
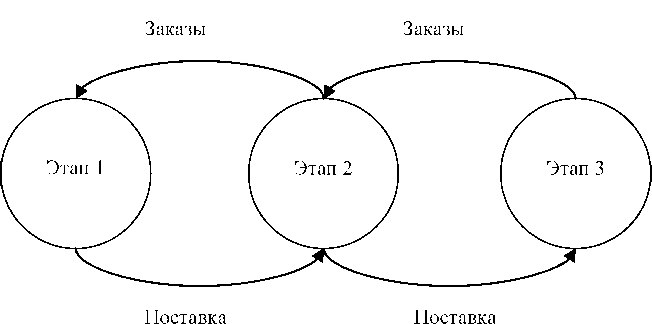
Рис. 2. Вытягивающая система управления производством
В «вытягивающей» системе производственные заказы выполняются «точно в срок», что приводит к сокращению материальных запасов, а также к снижению потерь других производственных ресурсов и тем самым создаются организационно-экономические основы перехода от традиционных форм организации производства к бережливым методам. Следовательно, организационной основой бережливого производства можно считать систему планирования и управления поставками продукции «точно в срок», которая в свою очередь основана на американской системе научного управления производством и поточных формах массового производства автомобилей [2, с.28].
Бережливое производство можно рассматривать как философию управления производственным предприятием, основанную на соблюдении трех важнейших принципов:
- ликвидация всех видов потерь в процессе производства продукции;
- привлечение всего персонала к повышению качества товаров и услуг;
- непрерывное улучшение организации производственных процессов.
Ориентация на ликвидацию производственных потерь считается наиболее важной частью философии бережливого подхода к организации производства. Под потерями понимается любой вид производственно-хозяйственной деятельности, не создающий добавленной стоимости (ценности). В компании «Тоёта» потерями считается все то, что выходит за пределы минимального количества оборудования, деталей, компонентов и рабочих, абсолютно необходимых для производства. Первый шаг к устранению потерь - их выявление в процессе производства. Типичными для различных производственных и сервисных предприятий считаются следующие семь видов потерь:
- производство избыточной продукции:
- простои по организационно-техническим причинам;
- непредусмотренные транспортные расходы;
- несовершенный технологический процесс;
- необоснованные производственные запасы;
- нерегламентированные трудовые процессы;
- бракованная продукции.
Необходимым условием достижения бережливости в процессе производства продукции по системе «точно в срок» является обеспечение высокого качества производимых товаров и услуг. Низкое качество может вызвать большие экономические потери в процессе «точносрочного» производства из-за сбоев в потоке, остановок конвейера, исправления дефектов и т. д. Поэтому допустимый уровень качества продукции колеблется обычно в пределах от 99 до 99,5%. Однако для многих компаний, стремящихся выпускать продукцию только высшего качества, этот уровень является недостаточным, например, цель «Тоёты» свести брак к нулю, т.е. достигнуть 100% качества автомобилей или не более одного бракованного изделия на миллион выпуска. Бережливое производство совместно с методом «шесть сигм» (табл. 1) позволяет снизить число дефектов до трех на один миллион возможностей [1, с.42].
Таблица 1
Значения уровня сигм и показателей качества продукции
|
Уровень сигмы |
Число дефектов на миллион возможностей |
Выход годных |
|
6 |
3,4 |
99,9997 |
|
5 |
233,0 |
99,977 |
|
4 |
6210,0 |
99,379 |
|
3 |
66807,0 |
93,32 |
|
2 |
308537,0 |
69,2 |
|
1 |
690000,0 |
31,0 |
Высокий уровень качества в организации бережливого производства автомобилей обеспечивается за счет применения автономного контроля на всех стадиях процессов изготовления и сборки изделий, предотвращающего попадание в поток дефектной детали. При обнаружении брака поточная линия останавливается и принимаются оперативные меры к изучению и устранению его причин. Помимо этого, автономизация бережливого производства способствует достижению таких важных организационно-экономических целей, как снижение издержек, гибкость производства к изменению спроса, возрастание роли человеческого фактора в производственном процессе и т. д.
Бережливый подход к организации производства в условиях рыночной неопределенности позволяет предприятиям под влиянием высокой конкуренции разрабатывать прогрессивные технологические процессы, сохранять необходимые организационные связи и с высокой производственной гибкостью приспосабливаться к новым условиям хозяйственной деятельности: непрерывно обновлять свое производство и совершенствовать его организацию. Для широкого применения «точносрочных» систем организации производства продукции на отечественных предприятиях особо важны следующие семь требований бережливого подхода к разработке новых изделий [4, с.700]:
- применение производственных партий небольшого объема;
- сокращение времени подготовки к организации нового производства;
- создание специализированных производственных ячеек;
- ограничение объема незавершенного производства;
- повышение качества и конкурентоспособности выпускаемой продукции;
- наличие небольших материальнопроизводственных запасов;
- обеспечение высокой гибкости производства.
Размер производственной и закупочной партии деталей является одним из основных нормативов в организации процессов производства и поставки продукции точно в срок. На практике он выбирается в зависимости от величины заказа: при небольшом объеме заказа размер обрабатываемой партии деталей можно принимать равной заказанному их количеству. При больших заказах и при поставках на склад весь объем обычно разделяется на несколько передаточных партий, обеспечивающих рациональную загрузку оборудования, производственной площади и рабочих участка. В бережливом производстве предпочтение отдается малым партиям обработки. Во-первых, когда через систему рабочих мест перемещается небольшое количество заготовок, то соответственно уменьшается и объем незавершенного производства, а также снижаются транспортные расходы и складские затраты на хранение продукции. Во-вторых, уменьшаются издержки на контроль малой партии и на исправление возможных дефектов. В-третьих, повышается гибкость производства, что позволяет «точносрочным» системам оперативнее реагировать на изменение рыночного спроса на товары и услуги. В философии бережливого производства идеальным размером производственной партии считается одна единица товара, хотя с практической точки зрения она не всегда может быть принята в реальном производстве. В любом случае размер партии запуска-выпуска деталей должен устанавливаться с учетом минимизации затрат не только на их изготовление, но и на транспортировку и хранение. При этом главным требованием всегда выступает объем производства и поставки необходимой продукции заказчику точно в установленное время и в нужном количестве.
Планирование производства и поставки продукции точно в установленные заказчиком сроки осуществляется на «бережливых» зарубежных фирмах по так называемой японской системе «канбан». Канбан - это информационная карточка, сопровождающая деталь по всем стадиям производственного процесса. Существуют различные виды карточек канбан. В процессе производства и поставки товаров в основном используются два вида карточек: отбора и заказа. В карточке отбора указывается вид и количество изделий, которые должны поступить с предшествующего участка, а в карточке заказа - которые должны быть изготовлены на предшествующей технологической стадии. Для реализации принципа «точно в срок» с помощью карточек «канбан» на японских фирмах строго соблюдаются следующие правила [2, с. 54].
Первое правило. Последующий технологический этап должен «вытягивать» необходимые изделия с предшествующего этапа в необходимом количестве, в нужном месте и в точно установленное время. Это правило имеет три дополнения:
- любое перемещение изделий без карточек канбан запрещается;
- любой отбор, превышающий количество карточек, не разрешается;
- число карточек должно всегда соответствовать количеству продукции.
Внедрение системы «канбан» предполагает создание следующих организационных предпосылок: сбалансированности производства, новой организации технологических процессов, а также правильного нормирования выполняемых работ. Сбалансированный или слабоколеблющийся объем выпуска продукции требует наличия небольших запасов комплектующих заготовок на рабочих местах. При отсутствии сбалансированности спроса и предложения система канбан может потерять свое организационное значение - производить товары в нужном количестве и в точный срок поставки заказчикам.
Второе правило. На производственном участке выпускается такое количество изделий, какое «вытягивается» последующим участком. Когда соблюдаются первое и второе правила, все технологические участки начинают работать в ритме единого конвейера. Синхронизация производства по времени выполнения операции поддерживается на всех участках за счет соблюдения этих двух правил. Второе правило имеет следующие дополнения:
- производство деталей в большем количестве, чем указано в карточках, не допускается;
- различные детали изготовляются на производственных участках в такой последовательности, в какой подавались на рабочее место карточки канбан.
Третье правило. Бракованная продукция никогда не должна поступать на последующие производственные участки. Система «точно в срок» разладится при невыполнении этого правила. Если бракованные детали будут обнаружены на последующем производственном участке, то дальнейший процесс автоматически останавливается, поскольку на потоке не предусмотрен запас деталей. Бракованная продукция возвращается на предшествующий участок к своим исполнителям.
Четвертое правило. Число карточек канбан должно быть минимальным. Количество карточек определяет размер незавершенного производства или величину материальных запасов, которые рассматриваются как источник безвозвратных потерь. Право изменять количество карточек и величину партии обрабатываемых деталей принадлежит менеджерам производственных участков. Если средний ежедневный спрос вырос, то это требует сокращения штучного времени или изменения расстановки рабочих на участке. В случае снижения спроса штучное время будет увеличиваться. Возможность простоев можно избежать за счет сокращения количества рабочих на поточной линии.
Пятое правило. Карточки канбан должны использоваться для приспособления производства к небольшим колебаниям спроса. Приспособление производства или его точная настройка на рыночный спрос ведется с помощью карточек следующим образом. На каждом участке получают производственное задание только тогда, когда карточка заказа открепляется от контейнера на складе заготовок. Необходимые изменения в графике выпуска продукции на рабочую смену происходят естественным путем и определяются спросом на рынке и производственной необходимостью в полном соответствии с количеством открепленных карточек. Точная настройка позволяет приспосабливать производство и поставку товаров лишь к небольшим колебаниям спроса в пределах 10% сменного выпуска продукции. В случае сравнительно большого изменения рыночного спроса за счет сезонных колебаний все ранее составленные проекты должны пересматриваться на всех производственных участках, для чего создается гибкий план переналадок поточных линий в соответствии с сезонными изменениями спроса на соответствующие изделия.
Переход к организации бережливого производства на основе методов поставок продукции «точно в срок» требует совершенствования существующих на предприятии систем планирования и управления производственной деятельностью. В обобщенном виде новые подходы к организации производства на основе принципов бережливости приведены в табл. 2 [3, с.543].
Таблица 2
Основные принципы организации бережливого производства
|
Виды и функции деятельности |
Подходы к организации бережливого производства |
|
Производственная стратегия |
Определение цели производства, расширение специализации и сокращение перечня изделий и услуг |
|
Проектирование процессов |
Обеспечение равномерного движения потока продукции, выпуск изделий малыми партиями, согласование объема выпуска с рынком |
|
Разработка товара (услуги) |
Проектирование продукции с учетом возможности предприятия, упрощение производственных операций, применение простого оборудования |
|
Управление цепочками поставок |
Внедрение принципов бережливости, переход на работу небольшими партиями, поощрение всех участников цепочки поставок |
|
Размещение рабочих мест |
Сокращение маршрутов передачи деталей, применение принципа прямоточности в расположении станков, создание пространственных ячеек |
|
Регулирование производства |
Использование «тянущей» системы организации процессов, выпуск продукции только по запросам потребителей |
|
Планирование запасов |
Минимизация запасов на всех этапах производства, недопущение лишних запасов, сокращение затрат на содержание запасов |
|
Техническое обслуживание |
Внедрение комплексного обслуживания оборудования, предотвращение выхода из строя и простоя станков, сокращение времени переналадки |
|
Управление качеством |
Обеспечение высокого уровня качества продукции, внедрение автоматического контроля, наличие возможности остановки конвейера |
|
Совершенствование процессов |
Непрерывное улучшение производственных процессов, совершенствование организации рабочих мест, составление карты изменения стоимости |
|
Управление персоналом |
Полное использование способностей работников, развитие человеческих ресурсов, обеспечение безопасности работ, система пожизненного найма персонала, мотивация труда |
Как видно, основные организационные и экономические преимущества бережливого производства по сравнению с традиционными системами планирования и управления сводятся к следующим производственным результатам:
- снижение в процессе производства уровня материальных запасов и готовой продукции;
- повышение качества изделий, уменьшение брака и переделок;
- сокращение сроков производства и поставок продукции потребителям;
- обеспечение высокой производительности и эффективности производства;
- участие рабочих в совершенствовании организации производства;
- установление партнерских отношений с поставщиками и потребителями;
- снижение количества непроизводительных работ, связанных с перемещением и хранением товаров;
- сокращение потребных производственных площадей.
Таким образом, бережливое производство характеризуется многими высокими организационно-экономическими показателями. Важнейшими из них служат качество продукции, скорость производства, экономическая эффективность и др. Скорость производства применима для оценки эффективности ко всем процессам. Медленные процессы - это весьма дорогостоящие процессы. Одним из главных показателей бережливого производства служат продолжительность цикла обработки изделия, такт выпуска продукции, штучное время, размеры партии запуска-выпуска изделия. В большинстве рабочих процессов примерно 90-95% времени выполнения заказа составляют перерывы в производственном цикле, период отклонения, нарушение ритмичности производства. Повышение скорости процессов предусматривает необходимость выявления и устранения самых продолжительных перерывов, временных ловушек и работ, не создающих ценностей. На любом производстве это можно обеспечить путем соблюдения следующих четырех законов бережливого производства плюс шесть сигм [1, с.91].
Нулевой закон или закон рынка утверждает: вопросы организации производства, критические для качества с точки зрения клиента, следует решать в первую очередь.
Первый закон или закон гибкости гласит: скорость производственного процесса прямо пропорциональна гибкости. Максимальная гибкость достигается в результате перехода на минимальные партии обработки деталей. Гибкость определяется временем переключения на производство новой продукции.
Второй закон или закон фокусирования означает, что 80% задержек в любом процессе вызывает 20% всех операций. Это положение предполагает необходимость совершенствования в первую очередь именно этой пятой части выполняемых операций.
Третий закон или закон скорости подтверждает, что средняя скорость потока обратно пропорциональна числу изделий в процессе и средней вариабельности спроса и предложения. В общем случае скорость процесса определяется отношением числа операций ко времени выполнения заказа, тактом или ритмом выпуска деталей с поточной линии.
Соблюдение рассмотренных законов и принципов создания бережливого производства на российских предприятиях будет служить организационной основой достижения высокого качества и конкурентоспособности продукции, экономичности и эффективности всего производства.
Литература
- George M. Lean production = six sigma. -M.: Alpina Busness Books, 2005. -360p.
- Monden Y. Toyota production system. -M.: Ekonomika, 1989. -288p.
- Slak N. Operations management. -M.: INFRA-M, 2009. -790p.
- Stevenson W. Production management. -M.: Binom, 1999. -928p.