
Имитационное моделирование производственных процессов в рамках концепции бережливого производства
- Информация о материале
- Категория: Статьи по бережливому производству
В основе «Бережливого производства» лежит понятие "Кайдзен”, что в переводе с японского означает непрерывное совершенствование, осуществление постоянных улучшений, перемены к лучшему. В «Бережливом производстве» особое значение имеет информационное обеспечение, которое принимает характер универсального средства, поддерживающего непрерывность потоков создания ценности и их эффективность. При построении производственной системы, основанной на данных принципах, обязательно наличие чёткого управленческого учёта, обеспечивающего пользователей информацией, которая всегда достоверна, своевременна и объективна. Большинство подходов «Бережливого производства» предполагает изменение бизнес-процессов, для чего во многих случаях могут потребоваться технические средства, без которых реализация таких бизнес-процессов не представляется возможной. Применение техники имитационного моделирования расширяет возможности традиционных CASE-средств и языков организационного моделирования и обеспечивает: визуализацию бизнес-процессов, возможность проводить анализ «узких» мест в динамике, возможность сбора и анализа количественных (временных и стоимостных) показателей эффективности бизнеспроцессов, проведение ABC-анализа с привязкой к процессам в реальном времени, выполнение реинжиниринга, сравнение по количественным показателям вариантов «как есть » и «как должно быть » (с применением статистических тестов), оптимизацию бизнес-процессов с применением развитых генетических алгоритмов.
При формировании как стратегических, так и многих тактических решений руководитель вынужден учитывать многочисленные, нередко взаимно противоречивые соображения и опираться на сложные критерии эффективности путей достижения конечных целей. Быстро принимать решения помогают различные методы моделирования.
Методы моделирования в производстве представлены в табл. 1.
Таблица 1. Методы моделирования
|
Методы моделирования |
Описание |
Область применения |
Достоинства метода |
Недостатки метода |
|
1 |
2 |
3 |
4 |
5 |
|
Математический |
Составляется математический «эквивалент» процесса или объекта, отражающий его основные свойства |
Любые процессы, поддающиеся математическому описанию |
Широкая область применения |
Зачастую достаточно сложно построить модель, адекватно учитывающую все факторы |
|
1 |
2 |
3 |
4 |
5 |
|
Статистический |
Модель основывается на выявленных статистических закономерностях |
Процессы, по которым можно собрать массив статистических данных |
При наличии качест венных данных метод точен и, при использовании специализированного ПО, прост в применении |
Большие требования к статистическим данным |
|
Экономико математический |
Раздел включает в себя методы для решения экономических задач |
Экономические процессы |
Метод способен моделировать экономические процессы |
- |
|
Имитационный |
Изучаемая система з меняется моделью, с достаточной точностью описывающей реальную систему, с ней проводятся эксперименты с целью получения информации |
Метод используется, когда дорого или невозможно использовать реальную модель и/или аналитическую модель |
Создаётся максимально приближенная к реальности модель, можно управлять временем системы и другими её характеристиками |
Сложность описания всех условий и требования вычислительной мощности |
|
Физический |
Экспериментальное моделированное, основанное на физическом подобии уменьшенной в размерах модели |
Применяется при невозможности применения аналитического метода или воспроизведения в реальном размере |
Область применения, недоступная другим методам |
Метод может дать надёжные результаты лишь при соблюдении физического подобия модели |
|
Натурный |
Моделью является материально или мысленно представляемый объект, в достаточной степени повторяющий свойства, существенные для моделирования |
Применяется для проведения ряда тестов над моделью. Примеры -различные этапы прототипирования на производстве |
Возможность протестировать объект моделирования в реальных условиях |
Затраты на создание модели могут быть высокими |
К имитационному моделированию прибегают:

Принцип моделирования

Рис. 1. Концептуальные основы моделирования производственных систем
- когда дорого или невозможно экспериментировать на реальном объекте;
- невозможно построить аналитическую модель: в системе есть время, причинные связи, последствие, нелинейности, стохастические (случайные) переменные;
- необходимо сымитировать поведение системы во времени.
Концептуальные основы моделирования производственных систем показаны на рис. 1.
Основная цель «Бережливого производства» заключается в сокращении всех видов непроизводительных затрат. Эти же цели преследует и технология цифрового производства.
Предлагаемая концепция моделирования - это отображение в виде цифровых моделей не только самих изделий (например, в виде двумерных или трёхмерных CAD-чертежей), но и всех средств производства, а также производственных и логистических процессов. Например, моделирование производственной структуры предприятия можно осуществить с помощью таких моделей: объекты, предназначенные для обработки подвижных объектов, подвижные объекты, объекты для информационного обеспечения модели (переменные, таблицы, генераторы событий, интерфейсы обмена данными, методы для обработки событий), объекты для представления данных (графики, диаграммы). При этом все объекты обладают набором параметров (например, время операции) и поведением, подвижные объекты перемещаются по созданной структуре, генерируя события в моменты времени, определяемые параметрами объектов.
Для оценки работы системы могут использоваться аналитические инструменты: анализатор узких мест, диаграмма Ганта, диаграмма Сэнки. Возможности виртуального моделирования производственных процессов показаны на рис. 2. Кроме того, возникает необходимость создания среды реалистичного трёхмерного моделирования технологических процессов для оптимизации времён циклов и последовательности выполнения операций. Среда обеспечивает моделирование процессов сборки, сварки, ручных операций, которые могут включать кинематические приспособления, инструмент и манипуляторы. Эти и другие процессы могут симулироваться в единой среде, что позволяет создавать цифровые макеты целых производственных зон или ячеек.
Исходные данные для моделирования (геометрия изделия, оснастки, оборудования) обеспечиваются САПР. Для этого имеется возможность импорта данных из основных промышленных САПР, в том числе Catia, NX, Pro/Engineer, а также трансляции данных из нейтральных форматов, таких как
IGES, DXF, VDAFS, SET, SLT, STEP, JT.
При этом обеспечивается информационная интеграция всех видов деятельности, которые связаны с подготовкой и реализацией процесса производства. Работники, участвующие в этой деятельности, получают возможность наблюдать статические объекты или динамические процессы, как правило, в виде трёхмерных изображений, создаваемых с помощью методов виртуальной реальности.
Рис. 2. Возможности виртуального моделирования производственных процессов
В результате на предприятии, внедрившем концепцию e-Manufacturing, можно встретить очень разные виды имитационных моделей, как, например, систем транспортировки грузов по территории предприятия с помощью мобильных средств (погрузчиков, трейлеров); сборочных конвейеров; складских процессов (приём грузов, перемещение грузов в зоны хранения и обратно, отбор, комплектация, упаковка и отправка грузов); внешней логистики предприятия (цепи поставок).
Сутью моделируемых процессов в таких моделях является перемещение во времени и в пространстве, как правило, большого количества объектов, образующих в совокупности «потоки».
Результатом производственных процессов является достаточно большое количество различных «продуктов», разбитых на группы или же получаемых в непрерывном потоковом режиме.
Цель моделирования производственных процессов, как правило, состоит в получении устойчивой схемы, поскольку последовательность выпускаемой продукции
повторяется. Важной процедурной концепцией анализа эффективности является определение периода неустойчивой работы и устранение дефектов.
Суть концепции описывается формулой «Simulation + Virtual Reality». С точки зрения производства при внедрении
е~ Manufacturing должна обеспечиваться интеграция процессов управления потоками данных между системами CAD, САЕ и PDM.
Ключевой составляющей концепции цифрового производства является использование определённого программного обеспечения, позволяющего технологам осуществлять свою деятельность более эффективно.
Было рассмотрено применение моделирования на отдельных участках предприятия с помощью системы DELMIA (рис. 3). Как и другие продукты компании Dassault Systemes, она основывается на PPR-модели данных об изделии (продукт, процесс, ресурс). Эта модель объединяет в себе собственно ЗЭ-модель изделия, процессы и требуемые ресурсы, что позволяет обеспечить обмен информацией между всеми модулями системы, в том числе и внешними. Работа с моделями CATIA и обращение к базам SMARTEAM не требует дополнительных средств и происходит в рамках концепции PPR Hub. Для взаимодействия с другими системами поставляется набор конвертеров, позволяющих транслировать модели в формат, доступный для DELMIA.
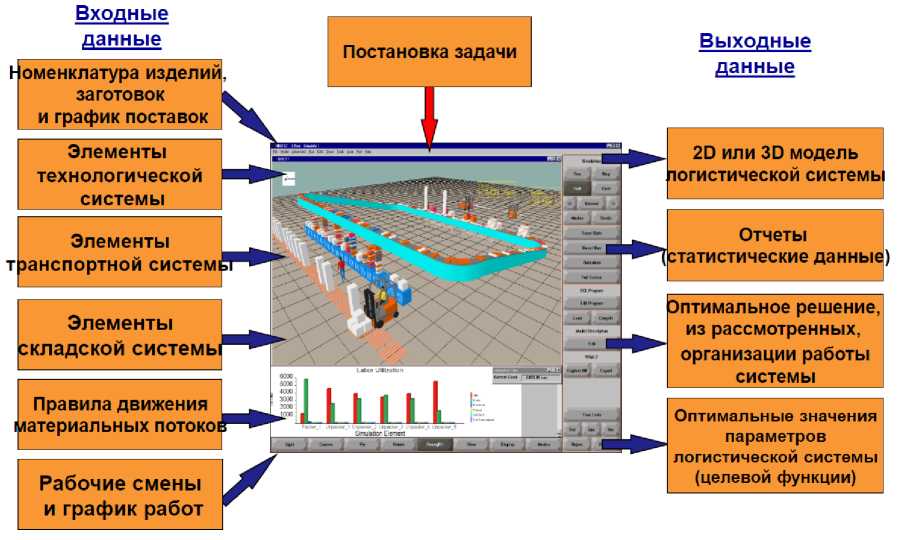
Рис. 3. Имитационное моделирование с помощью DELA1L4
Программный комплекс DELMIA решает следующие основные задачи:
- планирование производственных процессов;
- планирование производственных помещений;
- анализ эргономичности производственных процессов;
- оптимизация производственных процессов;
- контроль качества, нормирование;
- моделирование работы конвейеров;
- моделирование работы промышленных роботов и роботизированных ячеек;
- моделирование и верификация технологических процессов сборки.
Было рассмотрено моделирование производственного процесса на участке с современным оборудованием в Plant Simulation, а именно, изготовление деталей на обрабатывающем центре MIKRON UCP 800 Duro (2 станка на участке). Tecnomatix Plant Simulation - инструмент дискретного имитационного моделирования, который позволяет создавать цифровые модели логических систем (например, производства) для определения характеристик системы и оптимизации её производительности. Созданные цифровые модели позволяют проводить эксперименты и прорабатывать сценарии «что если» без вмешательства в работу существующих производственных систем или (при использовании в процессе планирования) задолго до внедрения реальных систем. Обширный набор аналитических инструментов (анализ узких мест, статистические данные и графики) помогает оценить различные сценарии производства. Полученная в результате этого информация необходима для быстрого принятия верных решений на ранних стадиях планирования производства.
Известна номенклатура по данному оборудованию, годовая программа выпуска и время обработки деталей. Зная годовую программу выпуска каждой детали, время на обработку, вспомогательное и подготовительно-заключительное время, определяется фонд времени обработки годовой производственной программы.
При симуляции объекты материального потока имеют определённый статус, который отображается над элементами точками. Базовый функционал программы не позволяет в полной мере реализовать моделирование производственного процесса. Для гибкого моделирования (передачи деталей партиями, настройку оборудования между партиями, а также передачу деталей на термообработку) можно использовать дополнительные функции программы - объектно-ориентированное программирование - Method.
Получили, что выпуск годовой производственной программы всех наименований деталей закончится к 22.07. Но если учитывать время, необходимое на ремонт оборудования (за год они составляют 18%, берём 10% на полгода), то выпуск годовой производственной программы деталей с учётом ремонта оборудования закончится к 10.09.
Можно сделать вывод о том, что оборудование будет простаивать. Необходимо разработать меры, предотвращающие простои станков. На данный момент оборудование работает в три смены. Поэтому с целью предотвращения простоев возможен запуск в две рабочие смены. При запуске программы в две рабочие смены окончание работ приходится на 14.01.13. Также можно загрузить станки, увеличив годовую программу выпуска деталей, если в этом есть необходимость. Возможен выпуск другой номенклатуры деталей. Трудности с переналадкой оборудования помогут устранить методы «Бережливого производства».
Внедрение «Бережливого производства» решает задачи повыше-ния гибкости производственной системы и объединения сфер производства и НИОКР и создаёт организационные условия для развития инновационного потенциала предприятия. Реализация принципов «бережливости» предъявляет ряд дополнительных
требований к организации наукоёмкого производства: соблюдение оптимальных
пропорций в использовании факторов производства, логистических и маркетинговых взаимосвязей; всеобщее обслуживание оборудования (Total Productive Maintenance -TPM); обеспечение быстрых переналадок (Single Minute Exchange of Dies - SMED; формирование эффективной системы коммуникаций на основе использования информационных и компьютерных технологий.