
Проект «Бережливое производство» - одно из ключевых направлений повышения эффективности работы ОАО «РЖД» за счет оптимизации технологических процессов, повышения производительности труда и сокращения непроизводительных потерь. Но так ли это в реальности?
Давайте изначально разберем понятие бережливого производства. Бережливое производство - это подходы, методы, направленные на уменьшение всех возможных издержек, которые не приносят ценности потребителю (как внешнему, так и внутреннему). Ценность, в данном случае, определяется как то, за что потребитель готов платить. Эти инструменты ориентированы, в первую очередь, на производственную часть компании. Меняя производственную систему на базе принципов бережливого производства, внутренние потери сокращаются и при этом высвобождаются люди, помещения, энергия.[3]
Для практического внедрения бережливого производства используются различные инструменты:
- Система ТРМ (Total Productive Maintenance) - всеобщий уход за оборудованием;
- Карта потока создания ценности продукта;
- Система 5S (сортировка, соблюдение порядка, содержание в чистоте, стандартизация и совершенствование);
- Кайдзен (kaizen) - непрерывное совершенствование;
- Визуализация;
- «Пока-ека» - метод предотвращения ошибок;
- JIT (just in time - «точно вовремя») и др.
Многие из этих подходов и инструментов могут использоваться по отдельности, но в концепции бережливого производства их сочетание дает более существенные результаты.
«Бережливая» компания должна прежде всего ответить на вопрос, что представляет для конечного потребителя ценность, что в предоставляемых потребителю услугах железнодорожных перевозок действительно важно. Все действия компании, которые не приводят в конечном итоге к созданию ценности для потребителя, являются потерям — потерями рабочего времени, избыточным оборудованием, производственными площадями, материально-техническими ресурсами. [1]
Из выше сказанного делаем вывод - инструментарий бережливого производства призван помочь персоналу компании на всех уровнях управления осуществлять планомерный поиск и исключение потерь во всех производственных процессах.
Одним из инструментов бережливого производства является система 5S.
Система 5S является базовым инструментом бережливого производства, то есть его внедрение обеспечивает базу или фундамент для дальнейших преобразований. Фактически успешный запуск системы 5S дает сигнал о готовности к дальнейшему использованию инструментов бережливого производства.
Система 5S включает пять взаимосвязанных принципов организации рабочего места.
Название каждого из этих принципов начинается с буквы «S»: сортировка, соблюдение порядка, содержание в чистоте, стандартизация, совершенствование.
Первый этап - сортировка.
Сортировка означает, что вы удаляете с рабочего места все предметы, которые не нужны для текущей производственной деятельности. Только то, что нужно; только в том количестве, которое нужно; только тогда, когда нужно.
Нужно определить необходимые предметы и их количество на каждом рабочем месте, используя красные ярлыки отметить все ненужные предметы для выполнения работ. [4]
Определить все нужные предметы и разместить их в специально отведенном месте (рисунок 1).
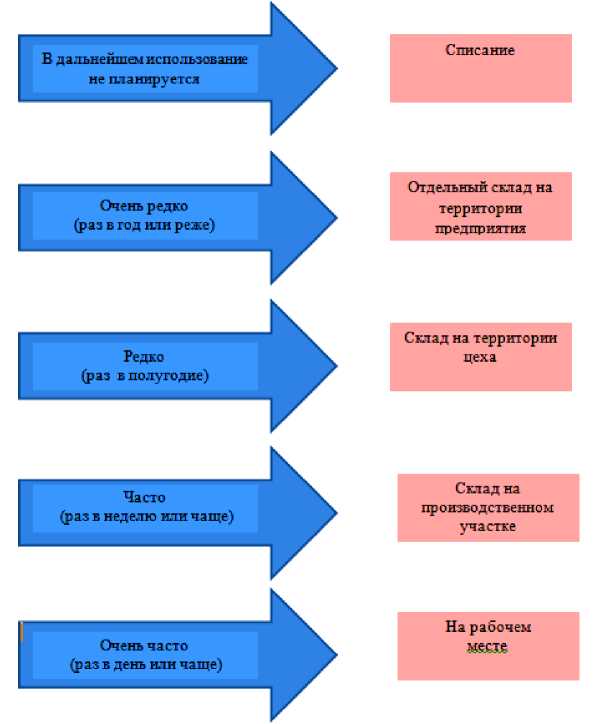
Рисунок 1 - Размещение на рабочем месте
Второй этап - соблюдение порядка (рациональное расположение). Рациональное размещение означает, что предметы расположены так, чтобы их легко было использовать, и маркированы таким образом, чтобы любой рабочий мог быстро найти то, что ему нужно. Ключевые слова в данном определении - «любой рабочий».
Третий этап - содержи в чистоте.
Содержите рабочее место в чистоте: определите объекты для регулярной уборки; установите периодичность уборки; договоритесь о правилах; распределите ответственность.
Четвертый этап - стандартизация, т.е. соблюдать аккуратность за счет регулярного выполнения первых трех S: составьте схему процесса; определите каждый рабочий шаг определите методы работы; разработайте рабочие инструкции; отразите важные данные на доске информации.
Пятый этап - совершенствование, т.е. превращение в привычку установленных процедур и их совершенствование.
Не забывайте, что все эти действия нужно выполнять не единожды. Согласно двум последним пунктам системы 5S, действия должны быть стандартизованы и проводиться регулярно, иначе говоря, стать частью вашей повседневной деятельности. Постоянно предлагайте, что можно улучшить. [4]
Основные результаты применения системы 5 S: повышение производительности труда, как следствие повышение уровня доходов рабочих и прибыли предприятия; повышение доверия к Компании и её продукции высвобождение площадей; снижение количества несоответствующей продукции.
Предлагаю к рассмотрению примеры бережливого производства на рабочем месте.
Для оперативной работы, сокращения и устранения в деятельности производственно-технического отдела и производственных участков потерь времени на поиск необходимой документации предлагается выполнить цветовую маркировку папок для хранения стандартов и технологической документации ОАО «РЖД» (рисунок 2) по направлениям и список стандартов и документации, который находится на рабочем месте инженера или руководителя участка, также с цветовой маркировкой.

Рисунок 2 - Папки и список со стандартами и документацией
Благодаря этому достаточно быстро можно определить нахождение нужного документа в папке его хранения.
Сортировка и соблюдение порядка является одними из основных компонентов системы 5S, так же как и цветовая маркировка папок со стандартами. Предлагаю рассмотреть еще один пример организации рабочего места, рабочего места слесаря на участке по ремонту колесных пар.
Для начала предлагаю рассмотреть один из способов организации рабочего места - оконтуривание.
Оконтуривание - это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить -значит обвести контуром сборочные приспособления и инструменты там, где они должны постоянно храниться. Когда вы захотите вернуть инструмент на место, контур укажет вам место хранения этого инструмента.
Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и пресс-формы. Например, если какие-то детали нужны при производстве определенного изделия, они могут быть окрашены в одинаковый цвет и находиться в месте хранения, окрашенном в такой же цвет.

Рисунок 3 - Стеллаж для хранения инструментов
Изображение рабочего места/участка/цеха «до» и «после» изменений (рисунок 4) наглядно демонстрирует произошедшие изменения, повышает мотивацию работников и поддерживает новый
стандарт.

Рисунок 4 - Принцип «было»-«стало»
Маркировка краской (рисунок 5) - это метод, который используется для выделения местонахождения чего-либо на полу или в проходах.
Маркировку краской применяют для обозначения разделительных линий между рабочими зонами или транспортных проездов.
Графические рабочие инструкции в максимально простой и визуальной форме описывают рабочие операции и требования по качеству на каждом рабочем месте. Графические рабочие инструкции находятся непосредственно на рабочем месте и стандартизируют оптимальный способ выполнения работ, обеспечивая универсализацию рабочих и соблюдение стандартов.

Рисунок 5 - Применение маркировки краской
Результаты внедрения данного метода: возможность значительно упростить работу, сэкономить время, энергию и деньги; предоставление информации о плановых показателях, которых нужно достичь, наличии необходимых в работе материалов и месте выполнения тех или иных работ; увеличение производительности; помощь руководителю в определении состояния процесса, в выявлении узких мест в производственных процессах и операциях, возможности оперативно принимать корректирующие меры; упрощается обучение и передача опыта.
Внедрение бережливого производства наводит порядок в первую очередь именно в головах, учит мыслить системно, пошагово.
Далее эта схема проецируется на рабочее место, где наводится порядок - повышается культура труда.
И как результат - отлаженный процесс облегчает ежедневную работу сотрудников, повышает эффективность производственных процессов.
Библиографические источники:
- Аршба Л.Н., Жарикова Н.А. Внедрение инструментов бережливого производства в структурных подразделениях железнодорожного транспорта // Universum: Экономика и юриспруденция. 2014. № 5 (6) [Электронный ресурс].
- Бережливое производство // Совет главных инженеров ОАО «РЖД» [Электронный ресурс].
- Дырина Е.Н., Бережливое производство на транспортном бизнесе: веяние моды или эффективный инструмент управления? // Арпоп.Серия: Гуманитарные науки. 2016. №1 [Электронный ресурс].
- Справочник «Бережливое производство в ОАО «РЖД» [Электронный ресурс].
Кошелева Н.Ю., Кошелев И.А., Орлова С.С., 2019